

Quelques explication sur l’échantillonage
Pour les passionnés du shape voici l’interview du shaper de la
VORTEX 90. Il s’agit de Robin de l’Atelier ROBsurfboard à PLOZEVET
(29)
Mox & Kerdonf : Quel était le cahier des charges pour la planche
?
Robin GOFFINET : Loïc voulait une board pour les conditions side off avec
du vent entre 10 et 20 nœuds pour surfer sans forcer et flotter pour passer
la barre !!
M&K : Tu peux nous expliquer les choix radicaux sur le shape ?
Robin : Je suis parti sur un scoop de surf modifié pour le windsurf
: Une entrée d’eau progressive associée à un kick tail
pour serrer la courbe en fin de bottom sans pénaliser de trop la glisse
de la planche.
Pour ce qui est du travail de carenne, je suis parti sur une recette simple,
c’est à dire un monoconcave progressif avec une valeur max au niveau
du pied avant qui viens mourrir sur l’arrière pour retendre la courbe
arrière de la planche.
M&K : Quel est l’intérêt d’un tel concave, 6 mm
tout de même !
Robin : Le concave a deux fonction, retendre « virtuellement » la
courbe pour favoriser la glisse de la planche à plat et donner de l’accroche
et de la précision dans les courbes sur le rail.
M&K : Et les choix pour l’outline et les rails ?
Robin : Pour l’outline, je suis parti d’un avant de « rocket fish »
moderne, qui permet d’avoir un avant compact et pointu quand même donc
une bonnes entrée d’eau sur le rail, avec un outline assez courbe ensuite
(pour la maniabilité dans les conditions moyennes) qui fini en round
pin tail (polyvalent et précis).
Du fait de la largeur importante de la planche, j’ai pu garder des rails assez
fins en essayant de ne pas trop enlever de volume à l’arrière
qui est nécessaire quand les conditions ne sont pas bonnes.
M&K : A part la technique pure qu’est que tu retiens de l’expérience
?
Robin : Pour finir je précise que c’est mon premier shape de windsurf
mais que ça fait un bout de temps que ça bouillonne dans ma tête
donc j’ai pris plaisir à shaper cette planche … Il semble que cette
planche soit le début d’une série de réalisation prometteuse
! Un grand merci à Robin pour sa disponibilité et sa participation
au projet !

Quelques explications sur l’utilisation du sandwich :
Un matériau sandwich est l’association d’une âme ayant
des caractéristiques mécaniques faibles et de deux peaux à
fortes caractéristiques mécaniques. L’épaisseur élevée
de l’âme permet d’augmenter l’écartement des peaux
ayant pour but d’accroître la rigidité. L’avantage est un
meilleur travail en flexion tout en possédant un faible poids. Toutefois
une bonne adhésion entre les peaux et le cœur est indispensable.
Les principales qualités de l’âme recherchées sont
:
– Une bonne résistance en cisaillement (G, module Coulomb).
– Résistance en compression.
– Une faible densité en gardant toujours une bonne accroche sur les
peaux.
– Une mise en œuvre aisée.
– Une bonne imprégnation au cours de l’infusion.
Le but d’un matériau sandwich est d’obtenir le meilleur rapport
rigidité- résistance/poids. On fabrique un sandwich PVC recouvrant
la totalité pour garantir une rigidité suffisante en surface,
ce qui nous permet d’utiliser une mousse avec de faibles propriétés
mécaniques et donc une masse faible pour le shape. Le sandwich par sa
rigidité permet une meilleure longévité de la structure
dans le temps en limitant les enfoncements dus à des pressions locales
sur la planche.


::
Plus de photos préparation PVC ::
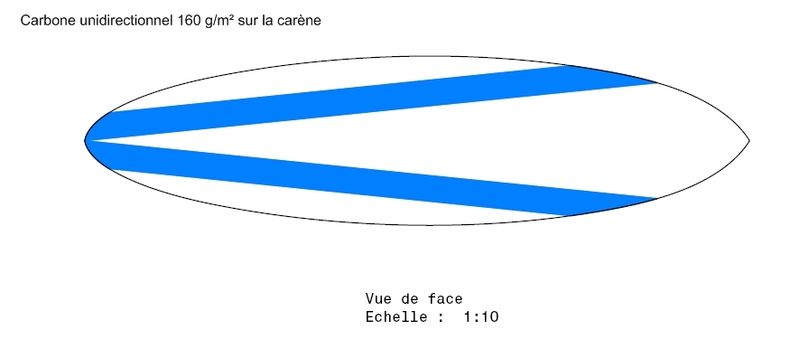
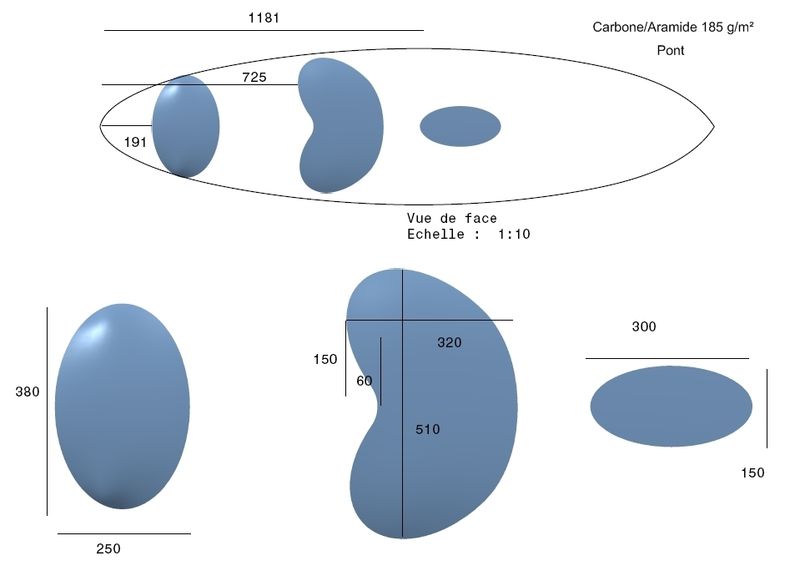
Quelques explications sur les renforts et leur position :
– Les UD (unidirectionnels) entre le pain de polystyrènes et le PVC
de la carène :
o Leur disposition décalée par rapport à l’axe longitudinal
de la planche permet de reprendre la flexion de la planche à voile ainsi
que la torsion qui s’exerce dessus en courbe.

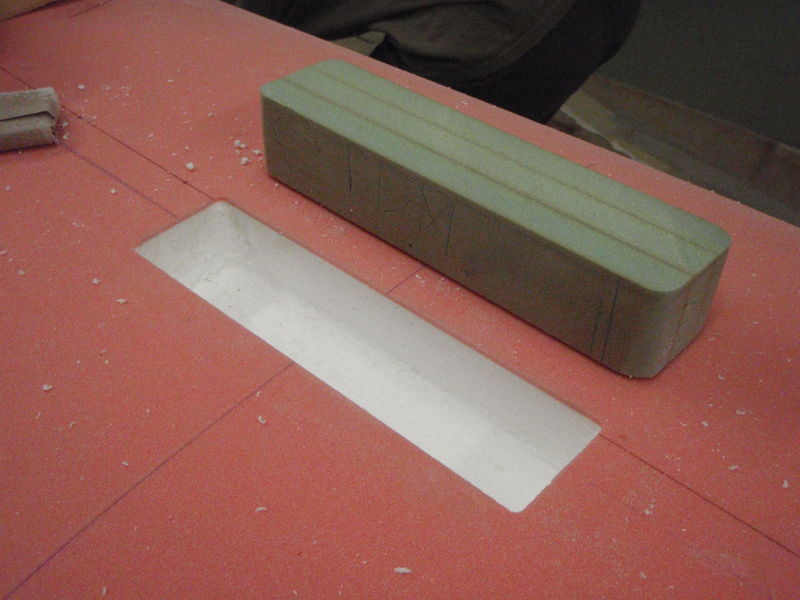
– Les inserts PVC autour des boitiers :
o Ils permettent de répartir sur plus de surface dans le polystyrène
la pression qui s’exerce sur les boitiers.
::
Plus de photos inserts bis::
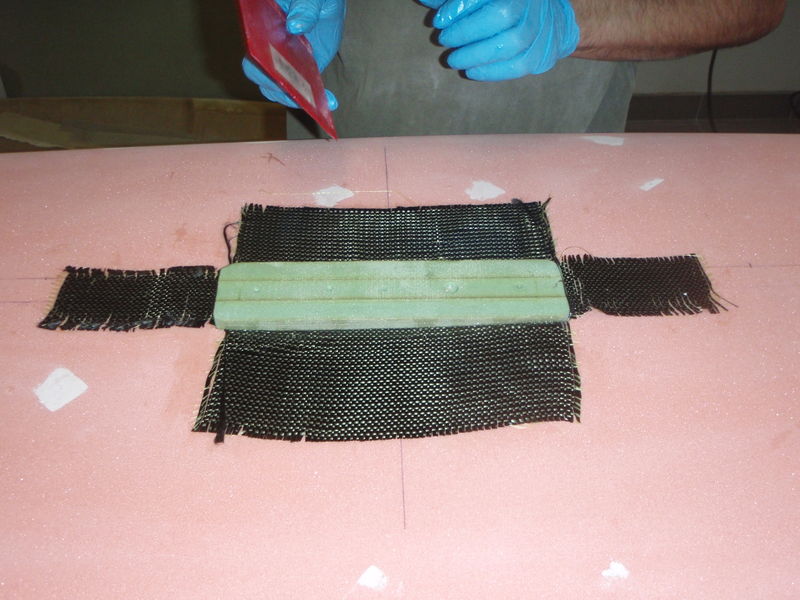
– Les patchs de carbone sous les boitiers :
o Ils ont plusieurs fonctions :
isoler les inserts de la mousse afin de garantir l’étanchéité
de la stratification
assurer la qualité du collage des boitiers en contrôlant la quantité
de résine tout autour de ceux-ci
reprendre les efforts afin de les retransmettre en priorité dans les
plis de tissus plutôt que dans la
mousse.
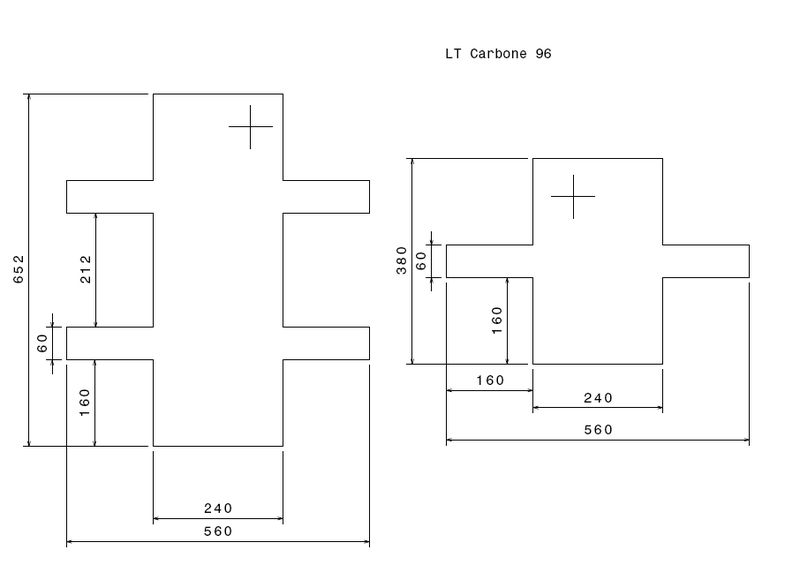
– Les patchs de carbone-kevlar disposés sous les pieds,
autour du pied de mat et autour des boitiers d’ailerons :
o Disposé sur le PVC, ils permettent de répartir l’effort
de compression sur le PVC afin d’éviter les tassements du polystyrène.
De plus le Kevlar permet l’absorption des vibrations et ainsi éviter
la propagation des contraintes dans la mousse.

::
Plus de photos pose renforts ::
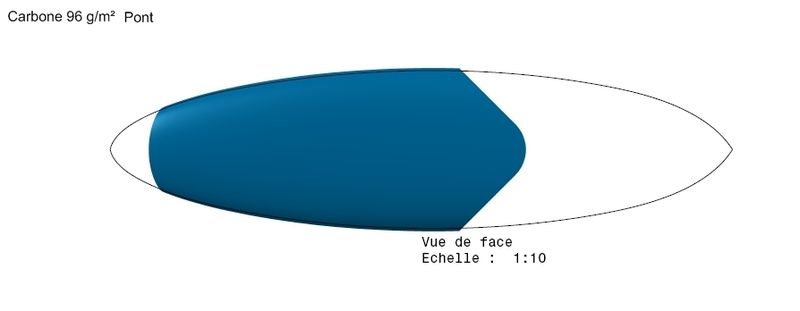
– Le patch carbone sur la moitié arrière du pont
:
o Il permet de garantir la cohésion structurelle entre
le pied de mât, les inserts de footstraps, et les inserts d’ailerons.
En effet, ce patch recouvre tous les renforts du pont, les rails et se termine
en superposition sur les patchs carbone et carbone-kevlar des ailerons.

Les secrets de fabrication
Et voici le récapitulatif étapes par étapes
pour la fabrication complète de la planche :
Shape Polystyrène 16kg/m3 90 litres
Verre sur carène
Unidirectionnels de carbone sur la carène
PVC 5 mm 90 kg/m3 sur la carène
########## VIDE -0,3 bar ##########
Verre sur pont
PVC 3 mm 90 kg/m3
########## VIDE -0,3 bar ##########
défonce inserts PVC Haute Densité Pied de mat
240*60*60 sur pont
défonce inserts Polyamide Straps sur pont
défonce inserts PVC Haute densité Ailerons 240*60*60 sur carène
LT insert PVC Haute densité Pied de mat sur pont
insert PVC Haute densité Pied de mat 240*60*45 sur pont
LT inserts PVC Haute densité Ailerons sur carène
inserts PVC Haute densité Ailerons 240*60*45 sur carène
########## VIDE -0,5 bar ##########
ponçage PVC Haute densité Pied de mat sur pont
ponçage PVC Haute densité ailerons sur carène
défonce insert Polyamide Pied de mat sur pont
défonce insert Polyamide ailerons sur carène
inserts Polyamide Straps sur pont
inserts Polyamide PDM sur pont
inserts Polyamide Ailerons
########## VIDE -0,5 bar ##########
patch straps Avant
patch strap Arrière
patch Pied de mat
patch global carbone Pont
Dyneema
ponçage inserts straps
Ponçage inserts Polyamide Pied de mat
Ponçage inserts Polyamide Ailerons sur carène
########## VIDE -0,5 bar ##########
patch aileron sur carène
Dyneema sur carène
########## VIDE -0,5 bar ##########
verre sur carène
########## VIDE -0,5 bar ##########
verre
########## VIDE -0,5 bar ##########
Enduit + Ponçage
Peinture & déco
Pose des pads
Antidérapant
Pose des straps
A noter : La dépression sur le pain de mousse ne doit
pas pas excéder -0,5 bar afin de ne pas écraser le pain de mousse
! De plus, tant qu’il n’y a pas de stratification sur le pont et la carène
sous risque de déformer le scoop ! Lors des deux vide à 0,3
l’utilisation d’une cale à scoop permet d’assurer le coup !!

Pour des photos plus précises des étapes, nous avons
fait des galeries de photos
Bientôt les photos de la planche finie et en action!!
Ps: Si vous avez envie de précisions, n’hésitez pas à utiliser
le sujet ouvert sur Uride!
